电机转子、定子、端盖压装用伺服压力机(电机转子定子的安装方法)
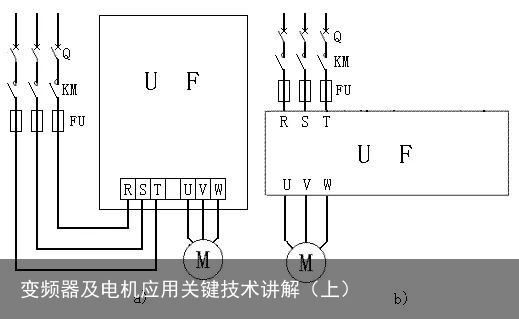
单相异步电动机由定子、转子、轴承、机壳、端盖等构成。定子由机座和带绕组的铁心组成。铁心由硅钢片冲槽叠压而成,槽内嵌装两套空间互隔90°电角度的主绕组(也称运行绕组)和辅绕组(也称起动绕组成副绕组)。主绕组接交流电源,辅绕组串接离心开关S或起动电容、运行电容等之后,再接入电源。转子为笼型铸铝转子,它是将铁心叠压后用铝铸入铁心的槽中,并一起铸出端环,使转子导条短路成鼠笼型。
电磁式直流电动机由定子 磁极 、 转子 (电枢)、 换向器 (俗称 整流子 )、 电刷 、 机壳 、 轴承 等构成。减速电机 是指 减速机 和电机(马达)的集成体。这种集成体通常也可称为 齿轮马达 或齿轮电机。
1、减速电机结合国际技术要求制造,具有很高的科技含量。
2、节省空间,可靠耐用,承受过载能力高,功率可达95KW以上。
3、能耗低,性能优越,减速机效率高达95%以上。
4、振动小,噪音低,节能高,选用优质段钢材料,钢性铸铁箱体,齿轮表面经过高频热处理。
5、经过精密加工,确保定位精度,这一切构成了齿轮传动总成的齿轮减速电机配置了各类电机,形成了机电一体化,完全保证了产品使用质量特征。
6、产品采用了系列化、模块化的设计思想,有广泛的适应性,本系列产品有极其多的电机组合、安装位置和结构方案,可按实际需要选择任意转速和各种结构形式。
 电机转子、定子、端盖压装用伺服压力机
电机转子、定子、端盖压装用伺服压力机伺服压装机(简称:伺服压机,市场常用名:伺服压力机、电子压力机、伺服压床)采用模块化设计,本系统由伺服电缸、控制软件、控制箱、监控仪和线缆模块五部分组成,可灵活的集成在伺服压装设备中或自动化产线中。模块化伺服控制系统,实现力、位移、时间数据实时采集和分析,对装配过程中的力与位移、力与时间进行有效监测;具有压力控制、位移控制、速度控制,适用于对压装工艺有严格要求的场合,如压装、成形、铆接、冲压以及弹性测试等高节拍、高精度的装配应用。可灵活的集成在伺服压装设备中或自动化产线中。
压力控制精度:<1%FS
位置控制精度:0.01mm
伺服压力机优点:
1、实时监测、即时控制确保装配全过程100%品质。选用模块化设计闭环控制伺服控制系统软件可开展力与位移监控器、力与时间监控器,具备压装控制、位移控制、速率控制。
2、精准度高。压装精密度<1%,部位精密度±0.01毫米。
3、分辨作用与追朔性。即时采集数据并輸出力与位移曲线图,配置尺寸公差鉴别对话框,全自动分辨压装結果。
4、方便使用便于集成化:配套设施12寸工业触摸屏和专用型手机软件,防止二次开发,便于集成化,便捷实际操作。
5、刚度强,适用压装工作。
6、安全性节能环保。电动控制系统软件比液压传动系统环保节能77%,比气动控制阀环保节能90%,维护保养低成本,产品成本可进一步减少。
伺服压力机伺服电缸结构:同步带,力传感器,轴承,伺服电机,伺服驱动器,丝杆,压头。
通过伺服电机、同步齿形带驱动滚珠丝杆旋转,带动装在丝母上的压头做直线往复运动。压头带有防转装置。
伺服电机通过传动机构与缸体内的滚珠丝杠连接,推动抗扭压杆直线运动完成压装过。内置应变式压力传感器实时采集压力大小,进行数据记录和压装过程反馈。缸体的紧凑型设计,减少了缸体的安装高度。缸体内有坚固的抗扭压杆,可以直接将工装装在压头上。
伺服电机是整个伺服压力机的驱动装置,电机的解析编码器能产生数字信号,分辨率高达0.1微米,精度高,测量速度快,适合较大的轴向速度。
力传感器是通过静态的弹性形变实现电阻的测量,具有稳定性好、成本低、应用范围广、操作简单等优势。
滚珠丝杠、齿形同步传动装置都是完成伺服电机到压轴的传动,特点是结构稳定、精度高、故障率低。
伺服位置编码器是伺服压机控制器把位置目标告诉伺服驱动器,伺服驱动器控制伺服电机按预设速度转动,伺服驱动器内部高速校验位置编码器信息,自己控制减速,位置超差时伺服驱动器自动加大或削弱电流保证位置目标。这个过程中如果有机械震荡,伺服驱动器会自动启动抑制程序保证位置精确。
伺服电机驱动:全过程闭环控制,实时监控压力、距离和速度。可精确控制压头的位置和速度。实现高精度、可控制的压接,有效避免过压和欠压。
压力传感器:装配大小两组压力传感器,最低可侦测力为1磅。
多样的压接技术:PFT(压接压力)、PHT(压接高度)、CAT(压接曲线角度)、FST(压接采样) 等工作控制模式,实现产品精密压接。采用触摸式显示屏,给人机交互带来极大的便利性。极简的编程以及智能设置的数据库,通过参数设定实现压接精度控制,产品设置换型不需要任何的硬件调整。
运动控制:全过程闭环控制,实时监控压力、距离和速度,可精确控制压头的位置和速度。
生产追溯系统:数据保证每次压接的质量和可追溯性,可数据收集/显示/打印。压力曲线自动保存/分析软件包,对压接制程提供全面的数据管理。
 电机转子、定子、端盖压装用伺服压力机
电机转子、定子、端盖压装用伺服压力机1、精准控制系统的压装部位,即时显示压装部位。
2、精准控制系统的压装负荷率,即时显示机器设备负荷率。
3、以mm为企业即时显示压装部位,反复精度等级为±0.01MM。
4、即时勾勒力与位移的压装曲线图。
5、在零件压入全过程中可开展过盈量检验。
6、可对最后压装部位开展比照,以检验是不是压入及时。
7、可储存设备的压装主要参数,以便捷下一次应用调成。
8、可对压装的间隙配合数据信息,及时数据信息,最高值数据信息,工作压力趋势图开展储存及导出来。
伺服压力机7大核心优势:
1、伺服控制技术。精度高,节能环保。
2、压力-位移实时监测。过程数据完全采集。
3、多零件顺序装配,一机多用。
4、多样压装模式,力控制,位移控制,外接信号控制。
5、模块化设计,客户定制。单工位站,智能装配线。
6、自动判断压装结果,良品生产100%。
7、装配与检测一体,确保产品质量合格。集过程控制及检测于一体,实时显示压力-位移-时间曲线。同时对压装过程进行评判,压装过程可控制,压装结果可追溯。
 电机转子、定子、端盖压装用伺服压力机
电机转子、定子、端盖压装用伺服压力机
 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫